Only $12.99
The Smokin Burger
20%
Discount
On your first order, if you order online through our App!

Ingredients
Baked with Natural Ingredients
Fresh Buns
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor.
Lettuce Leaf
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor.
Organic Onions
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor.

Glow Cheese
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor.
Quality Meat
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor.
Homemade Bacon
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor.
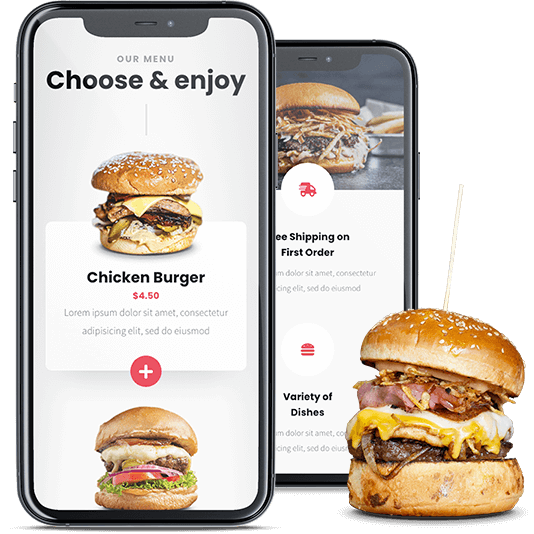
our menu
Choose & Enjoy






Testimonials
Our Customer Reviews

Patricia Robert
1 Review
5/5
a week ago
Delicious food and a very nice lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut labore dolore magna.

Linda Steven
2 Reviews
5/5
2 weeks ago
The best burger I have ever had elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua ut enim ad minim veniam, quis nostrud exercitation.

David William
1 Review
5/5
3 weeks ago
Very fresh food and elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua ut enim ad minim veniam, quis nostrud exercitation ullamco.





Our Outlets
Find an Outlet Near You



Free Shipping on
First Order
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod
Variety of
Dishes
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod
Thirty Minutes
Delivery
Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod
Get 20% Discount
Get flat 20% off on your first order though The Burger Nation App!